программа в рамках MES системы металлургического завода
 1 ШАГ
1 ШАГ
 2 STEP
2 STEP
 3 STEP
3 STEP
ML-оптимизация термообработки труб
Общее описание
Система ИИ-оптимизации линии термообработки труб предназначена для управления и повышения эффективности производственного процесса. Основной целью является снижение производственных издержек и процентного содержания дефектной продукции за счёт оптимизации скорости и стоимости цикла обработки. Система обеспечивает мониторинг всех элементов линии — печей, распылителей и зон термообработки — с отображением их состояния в режиме реального времени и предоставляет прогнозы ключевых показателей эффективности, включая себестоимость, время обработки и качество продукции.
Система позволяет инженерам и операторам контролировать процесс, а менеджменту — оценивать KPI и планировать оптимизационные сценарии, обеспечивая прозрачность процесса и улучшение качества продукции на всех этапах.
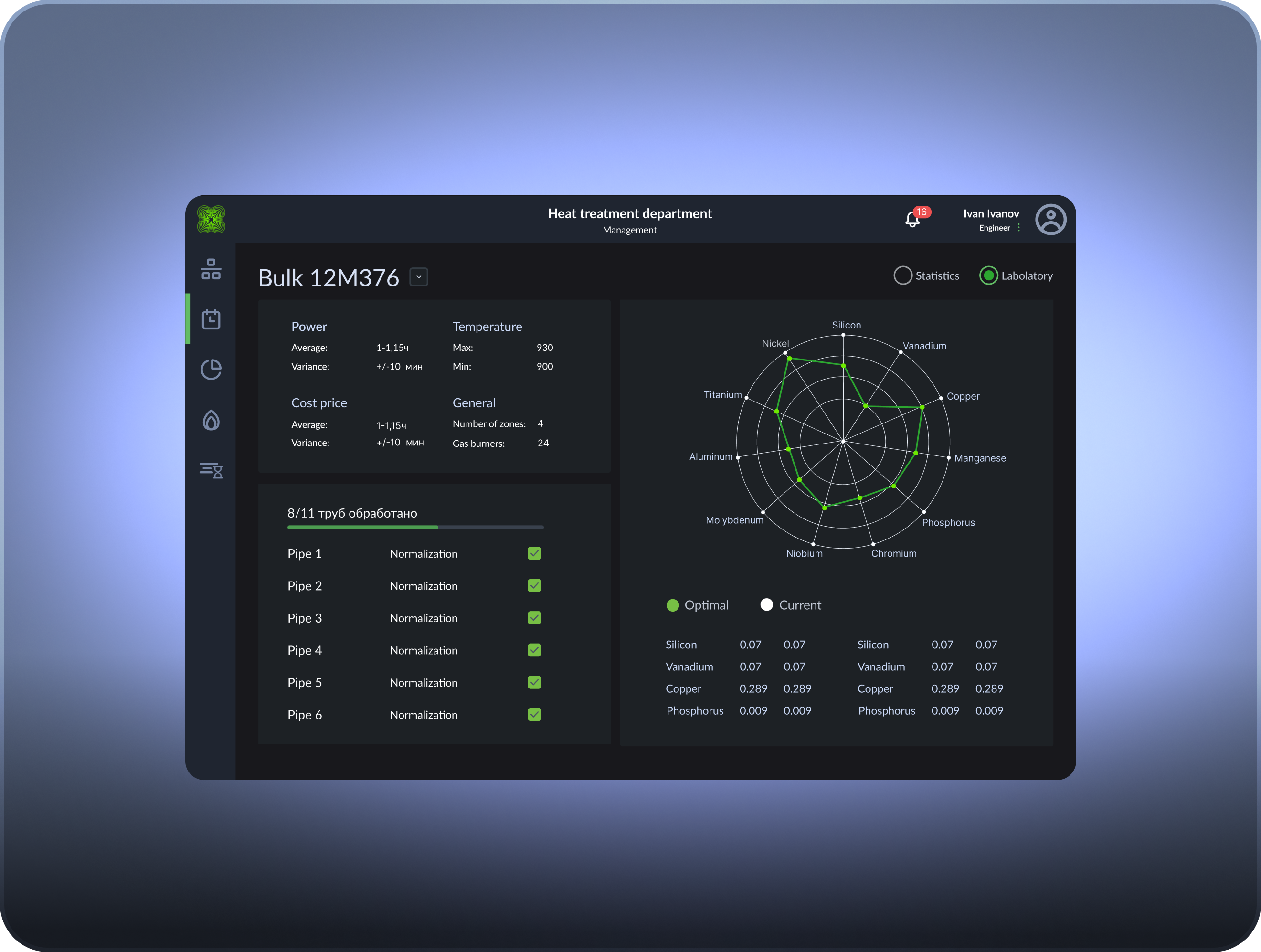
УПРАВЛЕНИЕ РАСПИСАНИЕМ, МЕНЕДЖМЕНТ ТЕРМООБРАБОТКИ И ЛАБОЛАТОРИЯ
Цель блока: контроль фактического состояния линии и реализация производственного плана, созданного управленческим блоком.
Функции:
Мониторинг состояния оборудования
Проверка работы печей, распылителей и зон термообработки.
Отображение состояния оборудования:
Реализация производственного плана
Сравнение фактического состояния линии с расписанием, предложенным ИИ.
Внесение корректировок при необходимости (например, замена печи или перераспределение партий).
Контроль партий
Проверка количества и группы прочности труб.
Назначение процессов для каждой партии: Hardening, Sprayer, Tempering, Normalization.
Мониторинг времени обработки и соответствия плану.
Выход блока: актуализированный график обработки и контроль выполнения производственного плана.


Цель блока: определить оптимальные производственные параметры, исходя из приоритетов: скорость, качество и себестоимость.
Функции:
Выбор параметров оптимизации
Менеджер выбирает приоритет:
Расчёт оптимизационных сценариев
Система ИИ анализирует возможные комбинации настроек линии и оборудования.
Выдаёт прогноз производительности, себестоимости и брака для каждого сценария.
Предлагает три уровня оптимизации: Min, Mid, Max.
Планирование работы линии
На основе выбранного сценария формируется расписание работы всех печей и зон термообработки.
Определяется порядок обработки партий труб, время обработки и загрузка оборудования.
Визуализация в виде графиков и таблиц для наглядного анализа.
Выход блока: оптимизированный производственный план и прогноз KPI линии.

Цель блока: тестирование труб на соответствие требованиям качества и контроль брака.
Функции:
Тестирование партий
Проверка механических свойств труб (прочность, KCV, устойчивость к нагрузкам).
Контроль химического состава сплава (Nickel, Vanadium, Silicon и др.).
Выявление брака
Сравнение фактических показателей труб с допустимыми нормами.
Передача данных о браке в систему для анализа и корректировки процесса.
Аналитика и обратная связь
Формирование отчётов по качеству и отклонениям от плана.
Визуализация отклонений от оптимума (оптимальная vs текущая линия обработки).
Данные возвращаются в управленческий блок для корректировки оптимизации и планирования.
Выход блока: данные о качестве и браке, статистика по партиям для улучшения процесса.
Менеджмент формирует сценарий оптимизации → ИИ рассчитывает расписание и прогноз KPI.
Технолог проверяет фактическое состояние оборудования и реализует расписание → корректирует план при отклонениях.
Лаборатория тестирует трубы → результаты передаются обратно в систему → управленческий блок корректирует оптимизацию.
Ключевой эффект:
Индивидуальный предприниматель. Данные для договора и оплаты.
Телефон: +7 906 095‑92‑95